0563-35-3235
0563-35-3235 0563-35-3265
0563-35-3265

Before (改善前)

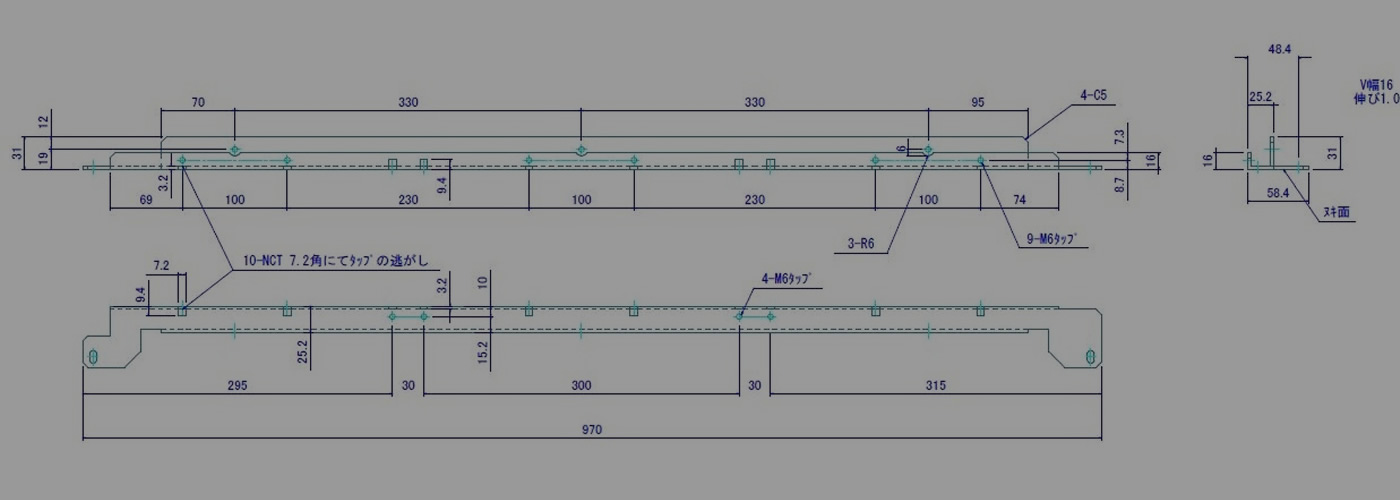
板金加工の曲げ加工の一つであるR曲げは、一般的にベンダーマシンの取り付ける専門の金型や三本ロールによって形状を出します。金型の場合は金型のR曲面によって形状(R角度)が決まります。そのため、ベンダーマシンの専門金型を持っているか否かが、R曲げの形状を出せるかどうかに大きな影響を与えます。図面に記載されたR角度を出せる金型があればいいですが、高価な金型を多くラインナップすることは現実的ではありません。そのため設計は自由なR形状の採用が難しくなっていました。
V
After (改善後)

大型の機械装置や設備機械などに採用されるR曲げ加工は、非常に緩やか鈍角曲げを連続加工する事で実現することができます。この方法のR曲げ加工は、専用金型が不要な為、金型代を気にする必要はありません。量産品の場合を除けば、鈍角曲げの連続加工によるR曲げ加工の方が費用的に大きなメリットを出すことができます。職人の技術レベルがR角度を出す為に必要になってきますが、非常に大きい板金加工品へのR曲げ形状にも対応することができるため、設計者は幅の広い形状設計が可能となります。